How Automation Improves Wire Harness Quality and Consistency
Automation improves wire harness quality by converting repeatable operations—such as wire measuring, cutting, stripping, terminal crimping, marking, and electrical testing—into controlled processes with defined parameters and less dependence on manual handling.
Compared with predominantly manual production, properly implemented automation can deliver:
- More consistent wire lengths and stripping dimensions
- More stable terminal crimping
- Lower risks of part-selection and wiring errors
- Higher production capacity
- Better process-data collection
- Faster batch delivery
- More reliable product-to-product consistency
However, automation does not automatically guarantee quality. Its effectiveness depends on product standardization, suitable equipment, validated process parameters, correct tooling, first-article confirmation, preventive maintenance, trained personnel, and final testing.
The most reliable manufacturing model therefore combines:
Engineering Review → Automated Processing → First-Article Approval → Controlled Assembly → 100% Electrical Testing → Traceability Records
Why Wire Harness Manufacturing Remains Labor-Intensive
A wire harness may appear simple when viewed as a finished product, but its manufacture can involve many individual operations:
- Measuring and cutting wires
- Stripping insulation
- Installing seals
- Crimping terminals
- Applying ferrules
- Marking and labeling
- Inserting terminals into housings
- Routing branches
- Installing sleeves, tapes, conduits, and ties
- Terminating shields
- Performing dimensional inspection
- Conducting electrical tests
Each operation introduces variables that can affect the finished assembly.
A complex industrial harness may contain different wire gauges, colors, terminal families, connector cavity arrangements, branch lengths, protective materials, and test requirements. As product complexity increases, the manufacturer must control not only the workmanship of individual operators but also the transfer of engineering information throughout production.
The labor challenge is therefore not limited to finding enough operators. Manufacturers also need to maintain consistent results across different employees, shifts, workstations, and production batches.
Automation helps by transferring appropriate repetitive processes from manual judgment to controlled machinery.
Automation as a Response to Labor and Quality Pressures
Industry discussions increasingly identify labor availability as a major reason for investing in automated wire processing.
Wiring Harness News reports that automated cutting, stripping, preparation, and termination equipment may offer labor-cost savings exceeding 50% in suitable applications. The same source also stresses that wire preparation and termination are both labor-intensive and vulnerable to errors.
This figure should not be interpreted as a universal saving for every project. Actual results depend on:
- Production volume
- Product design
- Number of variants
- Wire and terminal standardization
- Changeover frequency
- Equipment utilization
- Material compatibility
- Existing labor costs
- Required inspection level
- Remaining manual assembly content
Another industry analysis notes that automation decisions are increasingly driven by labor shortages as well as productivity, scrap reduction, and reliability. It also points out that automated equipment requires personnel with stronger setup, maintenance, and process-management skills.
Automation therefore changes labor requirements rather than eliminating people entirely. Fewer repetitive manual operations may be required, while demand increases for process engineers, equipment technicians, quality personnel, and trained machine operators.
The Quality Risks of Manual Wire Processing
Manual production remains necessary for many customized and complex assemblies. It is flexible and can be appropriate for prototypes, low-volume projects, and difficult-to-automate operations.
However, relying heavily on manual processing can introduce several sources of variation.
1. Inconsistent Wire Length
Manual measuring and cutting can create length differences between operators or batches. These differences may affect:
- Harness routing
- Branch position
- Connector reach
- Installation tension
- Bend radius
- Serviceability
- Appearance
A wire that is too short may place mechanical stress on a terminal or connector. A wire that is too long may interfere with moving parts, cooling paths, covers, or adjacent components.
2. Variable Stripping Dimensions
Incorrect strip length can expose too much or too little conductor.
Excessive stripping may leave conductor strands outside the terminal insulation support. Insufficient stripping may prevent the conductor from seating correctly in the conductor crimp area.
Damage to conductor strands during stripping can also reduce current-carrying capacity and mechanical strength.
3. Crimping Variation
A reliable crimp depends on the interaction of:
- Wire conductor size and construction
- Terminal material and geometry
- Applicator condition
- Crimp height
- Crimp width
- Wire position
- Insulation support
- Seal position
- Machine setup
Manual variation in wire presentation or incorrect tool selection can create unstable connections.
4. Part and Circuit Selection Errors
Where many similar wires, terminals, or housings are present, operators may select the wrong component or insert a circuit into the wrong cavity.
5. Uneven Production Output
Manual production capacity depends heavily on operator skill, fatigue, product familiarity, and staffing availability. This makes output more difficult to predict during high-volume or urgent projects.
How Automatic Cutting Improves Dimensional Consistency
Automatic wire-cutting equipment feeds wire through a programmed length and cuts each piece according to the released processing data.
1. Controlled Wire Length
Once the equipment is correctly programmed and calibrated, repeated cuts can be produced within a defined tolerance.
This improves consistency in:
- Overall harness dimensions
- Branch locations
- Connector positioning
- Routing paths
- Assembly-board placement
Schleuniger describes automated and semi-automated cutting equipment as a means of achieving precise cable-length processing and consistent results across different wire types.
2. Higher Processing Speed
Automatic feeding and cutting reduce the time required to measure each wire manually. This is particularly valuable for production orders containing hundreds or thousands of identical circuits.
3. Reduced Counting Errors
Digital production quantities can help prevent overproduction or shortages caused by manual counting.
4. Improved Material Utilization
Controlled feeding and optimized cutting sequences can reduce unnecessary wire waste, although actual material savings depend on machine setup and production planning.
5. Integration with Marking
Some production systems can combine cutting with inkjet printing, hot stamping, label application, or other wire identification methods. This reduces separate handling operations and helps maintain circuit identification.
How Automated Stripping Protects Conductor Integrity
The stripping process must remove the specified length of insulation without damaging the conductor.
Automated equipment controls parameters such as:
- Strip length
- Blade depth
- Pull-off movement
- Processing speed
- Wire position
1. Consistent Strip Length
A controlled strip length supports correct conductor placement inside the terminal barrel.
2. Reduced Strand Damage
Correctly selected and maintained blades reduce the risk of nicked, cut, or missing conductor strands.
3. Stable Processing Across the Batch
Once the process is validated, each wire is processed under the same programmed conditions.
4. Better Preparation for Crimping
Consistent stripping makes the subsequent crimping process more stable because the conductor enters the terminal at a repeatable position.
Automation still requires process verification. Changes in insulation hardness, conductor construction, wire supplier, ambient conditions, or blade wear can affect stripping performance.
For that reason, stripping quality should be checked during equipment setup, first-article confirmation, and scheduled production inspections.
Automated Terminal Crimping and Connection Reliability
Crimping is one of the most critical processes in wire harness manufacturing.
A crimp creates a gas-tight mechanical and electrical connection by deforming the terminal around the conductor. When properly designed and controlled, the connection provides low resistance, mechanical retention, and long-term reliability.
IPC describes IPC/WHMA-A-620 as the industry-consensus standard covering requirements and acceptance for cable and wire harness assemblies. Its scope includes materials, methods, tests, and acceptance criteria for crimped, mechanically secured, and soldered interconnections.
What Automated Crimping Controls
Depending on the equipment configuration, an automated crimping process may control:
- Terminal feeding
- Wire positioning
- Crimp cycle
- Applicator operation
- Crimp height
- Wire presence
- Seal insertion
- Terminal cutting
- Finished-wire discharge
Schleuniger states that its crimping systems are designed to produce precise and repeatable terminations while reducing operator effort.
Benefits of Automated Crimping
1. Repeatable Terminal Positioning
The wire and terminal are presented to the applicator in a controlled position.
2. Stable Crimp Geometry
With validated tooling and equipment settings, the process can maintain consistent conductor and insulation crimps.
3. Faster Cycle Time
Automated processing can perform cutting, stripping, seal insertion, and crimping in a connected sequence.
4. Lower Handling Risk
Reducing the number of manual transfers lowers the opportunity for wire contamination, strand disturbance, or incorrect part selection.
5. Process Monitoring
Integrated monitoring can identify changes in crimping, stripping, and sealing operations during production. Komax states that its integrated quality tools support real-time monitoring and documentation of key process parameters, improving defect detection and traceability.
Crimp Quality Cannot Be Judged by Appearance Alone
A terminal may look acceptable while still having an incorrect internal compression condition.
Professional crimp validation can include several methods.
1. Crimp Height Measurement
Crimp height is measured at a defined location on the conductor barrel. It is normally evaluated against terminal- and wire-specific requirements.
2. Pull-Force Testing
Pull-force testing evaluates the mechanical retention of the crimped connection.
It is an important process-control method, but it should not be treated as the only indicator of electrical reliability. Schleuniger describes pull-test values as critical parameters for crimp quality control and assurance.
3. Crimp Cross-Section Analysis
A cross-section can reveal:
- Conductor compression
- Strand distribution
- Barrel deformation
- Void conditions
- Symmetry
- Potential cracking
- Terminal and wire compatibility
4. Visual Inspection
Visual inspection checks for conditions such as:
- Exposed conductor
- Incorrect insulation position
- Bent terminal
- Damaged locking lance
- Missing or incorrectly positioned seal
- Cut or folded strands
- Excessive wire brush
- Terminal deformation
The appropriate inspection plan depends on customer specifications, applicable standards, terminal manufacturer requirements, and production risk.
In-Line Quality Monitoring
Automation creates its greatest quality advantage when processing and inspection are connected.
Rather than waiting until final inspection, in-line monitoring can detect abnormal conditions while the wire is being processed.
Possible monitoring functions include:
- Crimp-force analysis
- Wire-presence detection
- Seal-presence verification
- Strip-quality inspection
- Terminal-presence detection
- Wire-color verification
- Camera-based geometry inspection
- Process-parameter recording
- Automatic rejection of suspect parts
Komax describes automated and data-driven wire processing as supporting quality, flexibility, and complete traceability.
In-line controls can reduce the number of defective parts that continue to later assembly stages. This is important because a processing defect becomes more expensive to correct after the wire has been inserted into a housing, routed into a harness, taped, overmolded, or installed in equipment.

Why First-Article Confirmation Is Essential
Automation can reproduce a process consistently, but it will also reproduce an incorrect setup consistently.
First-article confirmation therefore remains essential before the batch is released.
The first completed wire or harness verifies that engineering requirements have been correctly converted into machine settings, tooling, materials, assembly instructions, and test programs.
1. Material Confirmation
The first-article process should verify:
- Wire part number
- Wire gauge and color
- Terminal part number
- Connector housing
- Seal
- Sleeve and conduit
- Labels
- Other protective materials
2. Processing Confirmation
Typical checks include:
- Cut length
- Strip length
- Crimp height
- Pull force
- Terminal orientation
- Seal position
- Wire marking
- Finished-wire quantity
3. Assembly Confirmation
For the completed harness, inspectors may confirm:
- Connector cavity arrangement
- Branch dimensions
- Harness routing
- Protective-material positions
- Label location and content
- Shield termination
- Grounding points
- Overall appearance
4. Electrical Confirmation
The first assembly should pass the approved electrical test program before batch production continues.

5. Approval and Record Control
The first-article record should identify:
- Product number
- Drawing revision
- Work order
- Machine
- Applicator and tooling
- Material batch
- Operator
- Inspector
- Inspection results
- Electrical test program
- Approval time
This record provides objective evidence that the production setup was verified before mass processing.
100% Electrical Testing as the Final Safety Net
Automation reduces process variation, but final electrical testing is still necessary.
A wire may be correctly cut and crimped yet inserted into the wrong connector cavity. A connector may also contain an incomplete secondary lock, damaged contact, or assembly error that upstream processing equipment cannot identify.
For this reason, professional cable assembly production commonly applies 100% electrical testing to finished products according to the agreed test specification.
Continuity Testing
Confirms that every required electrical path is complete.
Open-Circuit Detection
Identifies missing connections, incomplete terminal insertion, conductor damage, or failed terminations.
Short-Circuit Detection
Detects unintended connections between separate circuits.
Miswiring Detection
Confirms that each wire connects to the correct cavity and endpoint.
Insulation Resistance Testing
Evaluates electrical isolation where required by the application.
Withstand-Voltage Testing
Verifies insulation integrity under an agreed voltage and duration for applicable products.
Resistance Testing
Low-resistance or milliohm measurements may be required for high-current or performance-critical circuits.
Komax’s testing portfolio includes continuity, functional, and high-voltage testing systems, while its high-voltage harness testers are designed to detect insulation faults, miswiring, and other defects early in production.
Automation and Product Traceability
Automated equipment can generate production data that is difficult to collect consistently in a manual process.
Depending on the manufacturing system, retained data may include:
- Product and work-order number
- Drawing revision
- Wire and terminal combination
- Machine program
- Applicator identification
- Crimp-force result
- Crimp-height measurement
- Pull-force result
- Operator
- Processing time
- Electrical test result
- Failure and retest history
When connected with MES, these records can be associated with the relevant batch or serial number.
Traceability does not prevent every defect, but it improves:
- Failure investigation
- Process analysis
- Customer response
- Corrective action
- Equipment maintenance
- Engineering-change control
- Production accountability
It also helps manufacturers distinguish isolated product failures from broader process trends.
Why Standardization Determines Automation Success
Automation is easiest to justify when products use repeatable materials, designs, and production sequences.
Factors That Support Automation
- Stable wire specifications
- Standardized terminal families
- Repeatable cut lengths
- Suitable production volumes
- Controlled connector designs
- Reusable processing programs
- Defined quality requirements
- Limited and planned product variants
Factors That Limit Automation
- Very low production quantities
- Frequent one-off engineering changes
- Highly branched harnesses
- Large dimensional variation
- Difficult-to-handle cables
- Unstable incoming materials
- Numerous terminal and connector combinations
- Manual routing or protection requirements
- Operations without suitable equipment
Wiring Harness News notes that reducing design complexity and standardizing components can lower labor, material waste, and manufacturing overhead while improving process efficiency.
This means automation should be considered during product development, not only after the final design reaches the factory.
Early design-for-manufacturing review can identify opportunities to:
- Reduce unnecessary wire variants
- Consolidate terminal families
- Standardize wire gauges
- Improve connector accessibility
- Simplify branch structures
- Select automation-compatible components
- Define realistic tolerances
- Separate automated and manual process stages
Semi-Automation Versus Full Automation
The appropriate automation level depends on production volume, product complexity, design stability, changeover frequency, and quality requirements. Manual, semi-automated, and fully automated production each serve different manufacturing needs.
| Comparison Factor | Manual Production | Semi-Automated Production | Fully Automated Production |
| Best suited for | Prototypes, engineering samples, one-off products, and very low-volume orders | High-mix, low- to medium-volume customized assemblies | High-volume products with stable and standardized designs |
| Typical processes | Manual cutting, stripping, crimping, insertion, routing, and inspection | Automated cutting, stripping, crimping, marking, and electrical testing with manual loading or assembly | Integrated cutting, stripping, seal insertion, crimping, housing insertion, inspection, and production-data collection |
| Production flexibility | Very high; suitable for frequent design changes | High; equipment programs and tooling can be changed between product variants | Lower; frequent product changes may require longer setup and validation |
| Production efficiency | Relatively low and highly dependent on operator skill | Higher than manual production while retaining customization flexibility | Highest for long and repeatable production runs |
| Dimensional consistency | More dependent on operator measurement and handling | Stable for machine-controlled wire lengths and stripping dimensions | Highly consistent when equipment, tooling, and materials are properly controlled |
| Termination consistency | Strongly influenced by operator skill and tooling use | More stable through controlled crimping equipment and validated settings | Highly repeatable with automatic terminal feeding, positioning, and process monitoring |
| Labor requirement | High direct labor content | Reduced labor for repetitive processing, with operators supporting loading and assembly | Lowest direct labor per unit for suitable high-volume products |
| Changeover time | Short for simple prototypes and low-volume jobs | Moderate; requires program, tooling, and material changes | Potentially longer because multiple stations and integrated processes may require adjustment |
| Initial investment | Low | Moderate | High |
| Unit cost at low volume | Often more economical for very small quantities | Usually the best balance for customized production | Often uneconomical because setup and equipment costs are distributed across too few units |
| Unit cost at high volume | High due to labor content | Competitive for medium-volume production | Usually lowest when production volume and equipment utilization are sufficient |
| Quality control approach | Relies heavily on operator training, work instructions, and inspection | Combines machine-controlled processing with first-article approval and in-process inspection | Combines automated processing, in-line monitoring, first-article validation, and connected quality records |
| Traceability capability | Mainly based on manually completed records | Machine and test data can be connected with MES or production records | Strongest potential for automatic parameter collection and product-level traceability |
| Main limitations | Labor-intensive, slower output, and greater operator-to-operator variation | Some complex routing and assembly operations still require skilled labor | Limited flexibility for highly customized, frequently changing, or difficult-to-handle assemblies |
Selecting the Appropriate Automation Level
Maximum automation is not always the most effective solution. A highly customized harness with frequent engineering changes may be better suited to manual or semi-automated production, while a stable, high-volume product can justify fully integrated processing.
For many custom wire harness projects, semi-automation provides the most practical balance between:
- Engineering flexibility
- Processing consistency
- Production efficiency
- Tooling investment
- Changeover speed
- Batch traceability
FPIC selects the manufacturing method according to product structure, expected volume, quality requirements, and process feasibility rather than applying the same automation model to every project.
Where Skilled Manual Assembly Is Still Required
Even highly automated manufacturers continue to rely on trained personnel.
Many harness operations remain difficult to automate economically, including:
Multi-branch routing
Flexible harness-board assembly
Complex connector insertion
Tape wrapping
Sleeve and conduit installation
Shield termination
Soldering
Ultrasonic welding setup
Low-pressure molding preparation
Final visual inspection
Customized packaging
Automation should therefore be viewed as a method of controlling suitable processes, not as a complete replacement for manufacturing expertise.
The best results come from assigning repetitive and measurable operations to machines while using trained personnel for complex assembly, verification, process supervision, and problem solving.
How Automation Supports Different Wire Harness Applications
Industrial Equipment
Industrial machinery often requires accurate branch dimensions, secure connector termination, signal integrity, and resistance to vibration or repeated motion.
Automated wire processing improves repeatability before the assembly moves into equipment-specific routing and protection.
Robotics and Motion Systems
Robot and servo cable assemblies may require high-flex cables, shielding, precise conductor preparation, and controlled termination.
Automation can improve processing consistency, but flex life also depends on cable selection, strain relief, routing, bend radius, and mechanical design.
FPIC’s servo cable materials show customized cable assemblies combining SCSI, IEEE 1394, MIL, circular, D-sub, and other connector interfaces, illustrating the range of configurations that may require both controlled processing and application-specific assembly.
New Energy Systems
Energy storage and other power systems may require larger conductors, high-current terminals, insulation protection, polarity control, and additional electrical safety testing.
Automation can stabilize cutting, stripping, and termination, while process validation must address conductor size, temperature rise, insulation, and connection resistance.
Medical Equipment
Medical equipment cable assemblies can involve dense signal circuits, shielding, small contacts, and strict traceability requirements.
Automated processing and testing help support repeatability, while ISO 13485 quality controls remain important for applicable projects.
E-Mobility
E-bike and electric-mobility products often require compact waterproof connectors, overmolded branches, power and signal circuits, and repeatable high-volume production.
Automation supports scalable processing, while sealing and molding still require validated assembly controls.
FPIC’s Automated Wire Harness Manufacturing Capabilities
FPIC combines automated wire processing, controlled assembly, testing, and digital production management for customized cable assembly projects.
The company has developed an approximately 90% automated production environment across its manufacturing operations, with automation applied according to product design, order volume, and process suitability.
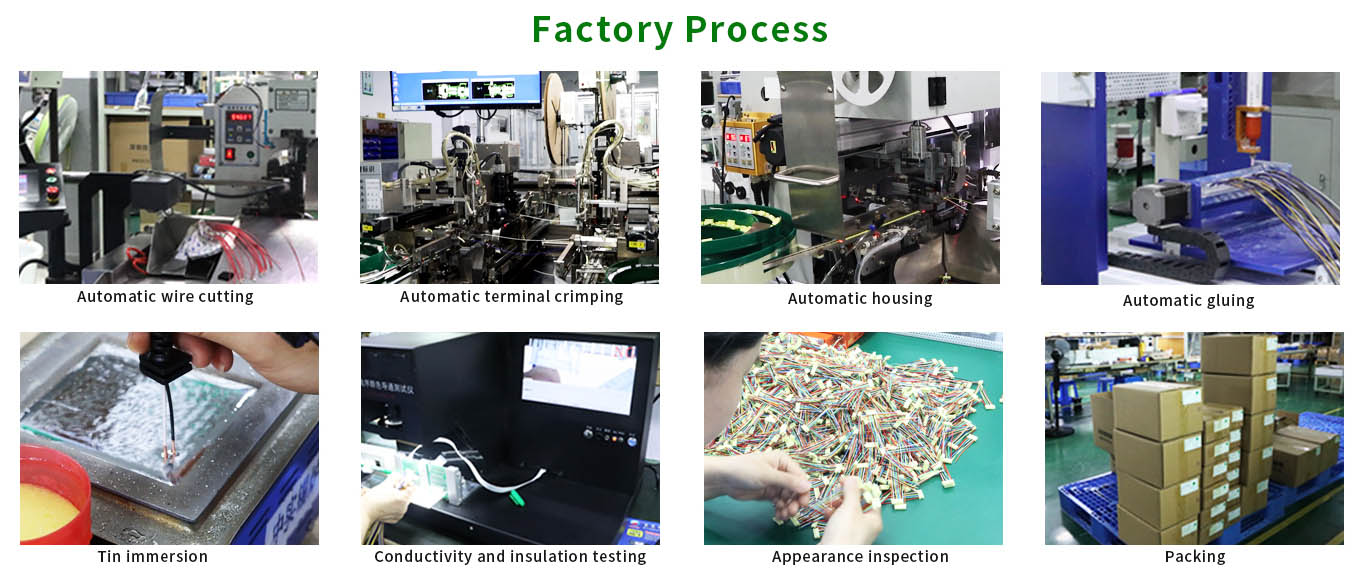
Automatic Wire Cutting and Stripping
Programmed processing supports consistent wire length and stripping dimensions for repeatable production.
Automated Terminal Crimping
Servo-controlled and other crimping equipment supports stable termination processes for different conductor and terminal requirements.
Integrated Wire Processing
FPIC’s equipment documentation includes fully automatic wire cutting and stripping machines, servo crimping machines, terminal-processing equipment, line-sequence testing, and a machine integrating cutting, stripping, crimping, and tin dipping.
Automatic Housing Insertion
For suitable products, automated insertion reduces manual cavity-loading work and supports repeatable connector assembly.
Visual and Alignment Inspection
FPIC’s manufacturing materials show automatic wire cutting and terminal crimping, full-automatic double-end housing insertion, appearance checking, product-alignment checking, and electrical testing.
First-Article Confirmation
The first completed product is verified against released material, dimensional, processing, assembly, appearance, and electrical requirements before the production batch proceeds.
100% Electrical Testing
Finished products are electrically tested according to project requirements. FPIC’s equipment list identifies cable-harness testers as well as withstand-voltage and insulation test equipment.
Digital Production Management
PLM, ERP, MES, WMS, QMS, SCADA, and BI support the control of engineering data, production orders, materials, manufacturing execution, quality records, equipment information, and management analysis.
What FPIC’s Automation Means for Customers
The value of automation should be expressed through manufacturing outcomes rather than simply through the number of machines in the factory.
More Consistent Dimensions
Controlled cutting and processing help maintain wire lengths, strip lengths, and assembly dimensions across the production batch.
More Stable Terminations
Validated crimping parameters and tooling improve product-to-product consistency.
Reduced Manual Processing Risk
Automating repetitive operations reduces dependence on manual measuring, cutting, stripping, and terminal handling.
Scalable Production Capacity
Automated processes provide more predictable output and support higher-volume requirements.
Better Batch Consistency
The same released parameters and approved process can be repeated across production orders.
Faster Delivery
Higher processing efficiency and better production planning can support shorter manufacturing cycles, subject to materials, tooling, product complexity, and order size.
Stronger Quality Evidence
First-article records, process inspections, electrical test results, and MES traceability provide objective manufacturing evidence.
Improved Engineering-to-Production Transfer
Digital systems help ensure that the correct product revision, BOM, processing data, inspection requirements, and test program reach the production floor.
Automation Does Not Replace Process Validation
A highly automated process can still produce nonconforming parts when:
- The wrong terminal is loaded
- The wire specification changes
- The applicator is worn
- The crimp parameters are incorrect
- The blade is damaged
- The drawing revision is outdated
- The test program is incorrect
- Maintenance is overdue
- Incoming materials vary
- The product design is unsuitable
For this reason, a robust automated manufacturing system requires:
- Engineering feasibility review
- Approved materials and component combinations
- Validated tooling and machine programs
- First-article confirmation
- In-process inspection
- Preventive maintenance
- Calibration control
- Operator training
- 100% electrical testing
- Traceability and corrective-action management
Automation delivers consistency only after the process itself has been correctly defined.
How Buyers Should Evaluate an Automated Harness Supplier
Buyers should look beyond broad claims such as “fully automatic” or “high automation.”
A more meaningful supplier assessment should ask:
Which Processes Are Actually Automated?
Determine whether automation covers cutting, stripping, crimping, seal insertion, marking, housing insertion, inspection, or testing.
How Are Machine Parameters Controlled?
Confirm whether programs are linked to released product data and protected against unauthorized changes.
How Is the First Article Approved?
Ask which dimensional, termination, assembly, and electrical checks are completed before batch production.
How Is Crimp Quality Verified?
Review the use of crimp-height measurement, pull-force testing, cross-section analysis, visual inspection, and in-line monitoring.
Are Finished Products Electrically Tested?
Confirm the test scope and whether each assembly receives continuity, open-circuit, short-circuit, and miswiring verification.
Are Records Traceable?
Determine whether materials, process results, inspections, and electrical tests can be linked to the relevant work order, batch, or serial number.
Can the Supplier Manage Both Prototypes and Volume Production?
A capable custom manufacturer should combine engineering flexibility for new products with repeatable processes for mass production.
Future Development of Automated Wire Harness Production
Wire harness automation is progressing from isolated machines toward connected production systems.
Future factories are expected to use more:
- Engineering-to-machine data transfer
- Automated program generation
- Digital work instructions
- Real-time crimp monitoring
- Vision-based strip inspection
- Automatic connector insertion
- Robotic harness routing
- Connected test systems
- MES-linked production records
- AI-assisted defect analysis
- Predictive maintenance
- Digital twins and process simulation
Komax describes higher automation as combining automated processing with connectivity and production-line integration.
The long-term objective is not merely faster machinery. It is a closed-loop manufacturing system in which product data, equipment, inspection, testing, and quality records work together.
Conclusion
Automation is becoming an important solution to two persistent challenges in wire harness production: limited labor availability and inconsistent manual processing.
Automatic cutting, stripping, and terminal crimping can improve repeatability at the individual wire level. First-article confirmation verifies that the machine setup, tooling, materials, and assembly instructions are correct. In-line monitoring identifies process changes earlier, while 100% electrical testing confirms that every finished product meets the approved circuit requirements.
The most effective manufacturing model combines:
Design for Manufacturing → Automated Processing → Process Monitoring → First-Article Approval → Controlled Assembly → 100% Testing → MES Traceability
For customers, the result is not simply a more automated factory. It is better dimensional consistency, more stable terminations, predictable capacity, reliable batch quality, and stronger production evidence.
FPIC applies automation according to product suitability while retaining the engineering review, skilled assembly, quality verification, and testing required for customized industrial equipment, new energy, medical, and e-mobility cable assemblies.
FAQ
How does automation improve wire harness quality?
Automation controls repeatable parameters such as wire length, strip length, terminal position, and crimping conditions, reducing variation caused by manual handling.
Can automated wire processing reduce labor costs by more than 50%?
Industry sources indicate that suitable automated wire-processing operations may have this potential, but actual savings depend on production volume, product standardization, changeover requirements, and the amount of remaining manual work.
Which wire harness processes can be automated?
Common processes include cutting, stripping, wire marking, seal insertion, terminal crimping, ferrule installation, housing insertion, inspection, and electrical testing.
Why is first-article confirmation required for automated production?
The first article verifies that the correct materials, tooling, machine program, dimensions, crimping parameters, assembly configuration, and test program have been applied before the full batch is released.
Does automated crimping guarantee a reliable connection?
No. Reliable crimping also requires compatible wires and terminals, validated applicators, correct crimp parameters, maintained equipment, inspection, and testing.
What crimp-quality checks should be performed?
Depending on the product, checks may include crimp height, pull force, cross-section analysis, visual inspection, seal position, and crimp-force monitoring.
Is full automation appropriate for every custom harness?
No. Semi-automation is often more suitable for high-mix, low- to medium-volume products, while full automation is better suited to stable designs and larger production volumes.
Why is 100% electrical testing necessary after automated processing?
Automated processing cannot detect every downstream assembly error. Final testing verifies continuity, circuit assignment, short circuits, open circuits, and other specified electrical requirements.
What customer benefits result from a high automation level?
Customers can benefit from greater dimensional consistency, more stable terminations, predictable capacity, stronger batch consistency, faster production, and improved traceability.
Improve Your Wire Harness Production Reliability
FPIC supports custom wire harness projects from design review and prototype development through automated wire processing, first-article confirmation, controlled production, and 100% electrical testing.
Send us your drawings, BOM, wire list, connector specifications, samples, testing requirements, and expected order volume for engineering evaluation.
Email: info@sz-fpi.com
Resources
Wiring Harness News — Wire Harness Manufacturing Automation Ideas in a Tight Labor Market
Discusses the labor intensity of cutting, stripping, preparation, and termination and the potential labor savings from automated wire-processing equipment.
Wiring Harness News — Effective Automation of Wire Processing
Explains how labor shortages, productivity, scrap reduction, and reliability influence automation decisions, while highlighting the need for skilled equipment personnel.
Komax — Integrated Quality Monitoring
Describes in-line monitoring and documentation of crimping, stripping, and sealing parameters for real-time quality assurance and traceability.
IPC — IPC/WHMA-A-620 Requirements and Acceptance
Defines industry-consensus requirements and acceptance criteria for cable and wire harness assemblies, including crimped and mechanically secured connections.
FPIC Company and Manufacturing Documentation


