From Prototype to PPAP: What Changes in an Automotive Wire Harness Project
In automotive development, building a functional prototype is only the first step. A wire harness that works in early vehicle tests is not automatically ready for series production.
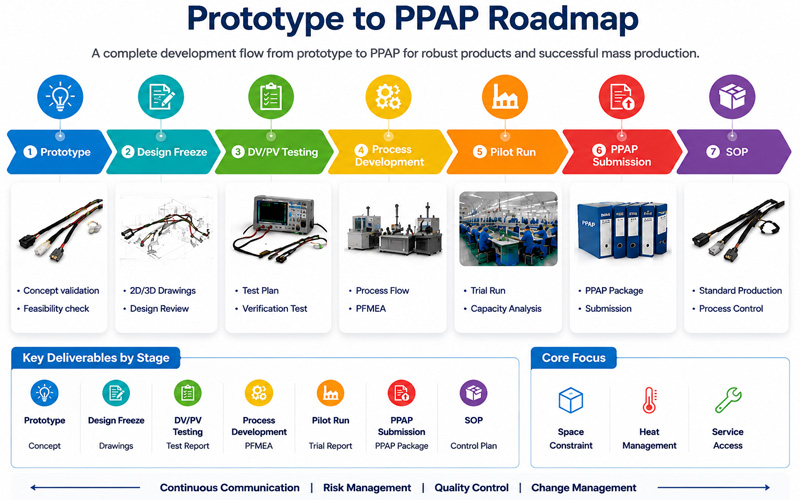
Between prototype and SOP (Start of Production), the project must pass through a rigorous industrialization process that includes design validation, process development, quality planning, and PPAP approval.
To many buyers, the prototype and production harness may appear almost identical. In reality, the level of engineering control, documentation, and process capability changes significantly.
This article explains what typically changes as an automotive wire harness project progresses from prototype builds to PPAP-approved production.
What Is PPAP?
PPAP (Production Part Approval Process) is a structured method used throughout the automotive industry to demonstrate that:
- product design requirements are fully understood
- manufacturing processes are capable
- quality controls are in place
- production parts consistently meet specifications
PPAP is part of the broader APQP (Advanced Product Quality Planning) framework.
OEMs and Tier 1 suppliers use PPAP to reduce launch risk and ensure repeatable quality.
Stage 1: Prototype Phase
The prototype phase focuses on verifying design intent.
Typical objectives include:
- fit and function checks
- electrical verification
- vehicle integration
- early durability testing
At this stage, speed and engineering flexibility are prioritized over process optimization.
Characteristics of Prototype Builds
Prototype harnesses often involve:
- manual assembly
- temporary tooling
- limited documentation
- engineering change flexibility
- low quantities
Material substitutions may be accepted if they do not affect functionality.
What Is Usually Missing
Prototype builds may not include:
- validated work instructions
- process FMEA
- control plans
- capability studies
- formal traceability systems
A prototype proves the concept, not production readiness.
Stage 2: Design Freeze and Validation
Once the design stabilizes, formal validation begins.
Activities may include:
- DV (Design Validation)
- environmental testing
- connector retention testing
- sealing verification
- electrical testing
Engineering changes become more controlled during this stage.
Stage 3: Process Development
The manufacturing process is then industrialized.
Key activities include:
- fixture and tooling design
- crimp parameter optimization
- test fixture development
- operator training
- documentation creation
The goal is to convert engineering intent into a repeatable production process.
Stage 4: Pilot Production
Pilot builds validate production readiness using near-production conditions.
Objectives include:
- verifying tooling and fixtures
- validating work instructions
- confirming cycle time
- identifying process weaknesses
- collecting dimensional and electrical data
Pilot runs are often referred to as trial builds or pre-production builds.
Stage 5: PPAP Submission
The supplier prepares a formal PPAP package for customer approval.
Depending on submission level, the package may include:
- PSW (Part Submission Warrant)
- DFMEA
- PFMEA
- Control Plan
- Process Flow Diagram
- Dimensional Results
- Material Certifications
- MSA
- Capability Studies
- Test Reports
Approval authorizes mass production shipments.
Key Differences Between Prototype and PPAP Production
| Area | Prototype | PPAP Production |
|---|---|---|
| Quantity | Low volume | Series production |
| Tooling | Temporary/manual | Production tooling |
| Documentation | Minimal | Full APQP documentation |
| Process Control | Limited | Validated and monitored |
| Traceability | Often basic | Full lot traceability |
| Change Control | Flexible | Strictly controlled |
| Inspection | Engineering-focused | Defined control plan |
| Quality Evidence | Functional results | Formal records and studies |
What Changes in Manufacturing Control
Crimp Process Validation
Production requires:
- crimp height specifications
- pull force validation
- cross-section analysis
- ongoing monitoring
Testing Standardization
Electrical testing becomes fully documented and repeatable.
Typical production tests include:
- continuity
- insulation resistance
- HiPot
- functional verification
Traceability
Production parts are typically traceable by:
- lot number
- operator
- machine
- date code
- material batch
Supplier Management
Approved suppliers and controlled purchasing processes become mandatory.
Why Prototype Success Does Not Guarantee Production Success
A harness can perform perfectly in prototypes yet encounter issues in production due to:
- inconsistent crimps
- operator variation
- material changes
- inadequate fixtures
- uncontrolled process conditions
Production readiness requires process capability—not just design functionality.
Common Challenges During PPAP Preparation
- late engineering changes
- incomplete specifications
- unstable supply chain
- poor process capability
- missing validation reports
Early collaboration between engineering, purchasing, and manufacturing helps reduce delays.
How Buyers Can Accelerate PPAP Approval
Customers can support faster approval by providing:
- finalized drawings
- clear specifications
- validation requirements
- PPAP level expectations
- forecast volumes
- change history
Complete and stable information reduces rework and documentation cycles.
How FPIC Supports Prototype-to-Production Programs
FPIC supports automotive and industrial customers throughout the full project lifecycle:
- prototype builds
- DFM review
- tooling development
- pilot production
- PPAP documentation
- mass production
Our engineering and quality teams help customers transition smoothly from concept validation to production launch.
Final Thoughts
The journey from prototype to PPAP is where product design becomes a controlled manufacturing system.
Although prototype and production harnesses may look similar, the underlying differences are substantial:
- validated processes
- documented controls
- traceability
- statistical evidence
- formal customer approval
Understanding these changes helps buyers plan more effectively and reduces risk during program launch.
FAQ
What is PPAP in wire harness manufacturing?
PPAP is the formal approval process demonstrating that a supplier can consistently produce parts meeting all requirements.
Can prototype parts be used for production?
Not typically. Prototype builds usually lack validated processes and required documentation.
What documents are included in PPAP?
Common documents include PSW, PFMEA, Control Plan, capability studies, and test reports.
Why does PPAP take time?
It requires process validation, data collection, and customer review.
How can suppliers reduce PPAP delays?
By engaging early, stabilizing design inputs, and building robust manufacturing controls.
Need a Reliable Partner from Prototype to PPAP?
FPIC supports automotive wire harness projects from early prototypes to fully approved mass production with complete PPAP documentation and controlled manufacturing.









